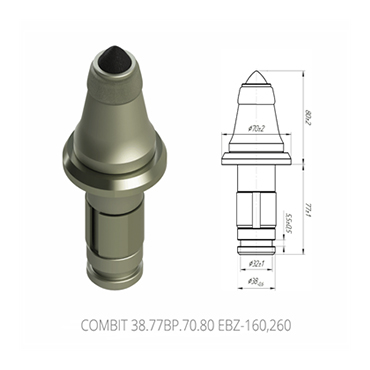
进口截齿、航空轴承独家代理半岛体育官网app登录入口
进口截齿、航空轴承独家代理半岛体育官网app登录入口


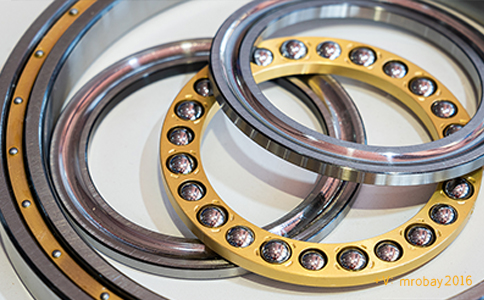
的重要零件,因为滚动轴承的品种繁多,使得纷歧样轴承的套圈尺度、结构、制作运用的设备、工艺办法等各不相同。又因为套圈加工工序多、工艺杂乱、加工精度要求高,因而套圈的加工质量对轴承的精度、惯例运用的寿数和功能有着重要的影响。
关于轴承套的加工工序来说,咱们常见的就有两种办法:一种是会集工序,另一种是涣散工序,为了让轴承套圈更好的来加工,陌贝网依据了解,剖析有关轴承套圈这两种工序办法的一些特色,期望对我们在进行轴承套圈加工时有所协助。
(1)一次装夹循环中能完结大部分或悉数车削工序,减少了套圈装夹定位差错和装夹定位辅佐时刻,提高了套圈各外表间的方位和尺度精度,提高了出产率。若是成批出产的中、小型套圈在多轴主动车床上一次可车出2~3个。
(2)缩短了工艺流程,减少了中心储存、装卸、运送环节,便于出产办理;减少了机床设备和东西量。
但一起对车床、刀具、夹具和辅佐东西等工艺配备和工件毛坯均有较高的要求。例如要求毛坯留量少且尺度有较高精度,对金相安排和硬度等外表上的质量也要求较严厉;要求车床有较大的功率、刚性和较高的加工精度及主动化程度,常选用多刀、多工步、多工位的多轴半主动机和主动机床,一般对大批量出产宜选用多轴主动机床,对中、小批量和加工类型多变的宜选用多刀半主动车床;工艺配备的品种和数量多,专用性强、替换类型费事,调整困难且费时,工人的技能水平要求比较高,需求合理的出产安排办理。
(1)合适于中、大型电机SKF轴承座的装置小批及单件出产。简略安排出产,车床、工夹具简略经济,便于替换轴承类型,成本低。若单机连成主动线,亦合适大批量出产。
(2)可以运用刚性好、功率大的专用车床来加工,便于选取抱负的工艺参数,可用高速大走刀切削,提高了加工功率。
(3)对单机能轻松完成主动上下料、主动走刀和主动丈量,机床简略操作,对工人要求技能不高。
(4)对套圈毛坯要求不高,各类方式、巨细、国产轴承与进口轴承的新旧代号尺度标准参数对照表(一百六十一)精度批量纷歧的毛坯都能习惯。
但“涣散工序工序多而工艺路线长,加工时刻和工序间停贮、运送、查看装卸等时刻长,-个套圈需经多机、多工序、屡次装夹定位、多人操作和查看,定位差错大、加工精度差。增加了人、财、物和动力的耗费。
电话:+86 731 5557 1669
传真:+86 731 5839 2299
市场营销部
手机:+86 15292299506
邮箱:sales@huaxingm.com
地址:湖南省湘潭市九华经济开发区金侨城27栋




邮箱:service@huaxingm.com
电话:+86 13786225556






 英文
英文 俄文
俄文 西语
西语